
 電話:17303715996
電話:17303715996

嵩陽煤機資深安裝人員解讀輸送帶的安裝調試
輸送帶是輸送系統的關鍵設備,它的安全穩定運行直接影響到生產作業。輸送帶的跑偏是帶式輸送機的最常見故障,對其及時準確的處理是其安全穩定運行的保障。跑偏的現象和原因很多,要根據不同的跑偏現象和原因采取不同的調整方法,才能有效地解決問題。本文是嵩陽煤機帶式輸送機組外出安裝人員根據多年現場實踐,從使用者角度出發,利用力學原理分析與說明此類故障的原因及處理方法。

一、頭部驅動滾筒或尾部改向滾筒的軸線與輸送機中心線不垂直,造成輸送帶在頭部滾筒或尾部改向滾筒處跑偏。滾筒偏斜時,輸送帶在滾筒兩側的松緊度不一致,沿寬度方向上所受的牽引力Fq也就不一致,成遞增或遞減趨勢,這樣就會使輸送帶附加一個向遞減方向的移動力Fy,導致輸送帶向松側跑偏,即所謂的“跑松不跑緊”。其調整方法為:對于頭部滾筒如輸送帶向滾筒的右側跑偏,則右側的軸承座應當向前移動,輸送帶向滾筒的左側跑偏,則左側的軸承座應當向前移動,相對應的也可將左側軸承座后移或右側軸承座后移。尾部滾筒的調整方法與頭部滾筒剛好相反。經過反復調整直到輸送帶調到較理想的位置。在調整驅動或改向滾筒前最好準確安裝其位置。
二、滾筒外表面加工誤差、粘料或磨損不均造成直徑大小不一,輸送帶會向直徑較大的一側跑偏。即所謂的“跑大不跑小”。其受力情況如圖四所示:輸送帶的牽引力 Fq產生一個向直徑大側的移動分力Fy,在分力Fy的作用下,輸送帶產生偏移。對于這種情況,解決的方法就是清理干凈滾筒表面粘料,加工誤差和磨損不均的就要更換下來重新加工包膠處理。
三、轉載點處落料位置不正如圖五對造成輸送帶跑偏,轉載點處物料的落料位置對輸送帶的跑偏有非常大的影響,尤其在上條輸送機與本條輸送機在水平面的投影成垂直時影響更大。通常應當考慮轉載點處上下兩條皮帶機的相對高度。相對高度越低,物料的水平速度分量越大,對下層皮帶的側向沖擊力Fc也越大,同時物料也很難居中。使在輸送帶橫斷面上的物料偏斜,沖擊力Fc的水平分力Fy最終導致皮帶跑偏。如果物料偏到右側,則皮帶向左側跑偏,反之亦然。 對于這種情況下的跑偏,在設計過程中應盡可能地加大兩條輸送機的相對高度。在受空間限制的帶式輸送機的上下漏斗、導料槽等件的形式與尺寸更應認真考慮。一般導料槽的的寬度應為皮帶寬度的五分之三左右比較合適。為減少或避免皮帶跑偏可增加擋料板阻擋物料,改變物料的下落方向和位置。
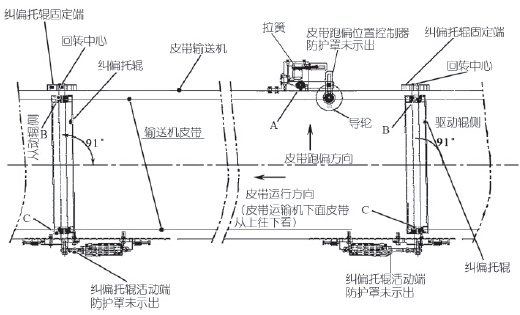
四、承載托輥組安裝位置與輸送機中心線的垂直度誤差較大,導致輸送帶在承載段向一則跑偏。輸送帶向前運行時給托輥一個向前的牽引力Fq,這個牽引力分解為使托輥轉動的分力Fz和一個橫向分力Fc,這個橫向分力使托輥軸向竄動,由于托輥支架的固定托輥是無法軸向竄動的,它必然就會對輸送帶產生一個反作用力Fy,它使輸送帶向另一側移動,從而導致了跑偏。搞清楚了承載托輥組安裝偏斜時的受力情況,就不難理解輸送帶跑偏的原因了,調整的方法也就明了了。
第一種方法就是在制造時托輥組的兩側安裝孔都加工成長孔,以便進行調整。具體調整方法見圖二,具體方法是皮帶偏向哪一側,托輥組的哪一側朝皮帶前進方向前移,或另外一側后移。如圖二所示皮帶向上方向跑偏則托輥組的下位處應當向左移動,托輥組的上位處向右移動。
第二種方法是安裝調心托輥組,調心托輥組有多種類型如中間轉軸式、四連桿式、立輥式等,其原理是采用阻擋或托輥在水平面內方向轉動阻擋或產生橫向推力使皮帶自動向心達到調整皮帶跑偏的目的,其受力情況和承載托輥組偏斜受力情況相同。一般在帶式輸送機總長度較短時或帶式輸送機雙向運行時采用此方法比較合理,原因是較短帶式輸送機更容易跑偏并且不容易調整。而長帶式輸送機最好不采用此方法,因為調心托輥組的使用會對輸送帶的使用壽命產生一定的影響。






 豫公網安備 41018502000162號
豫公網安備 41018502000162號